« Prise en main Phecda 20 w » : différence entre les versions
Aucun résumé des modifications |
Aucun résumé des modifications |
||
| Ligne 1 : | Ligne 1 : | ||
[[Category: | [[Category:Phecda_20w]] | ||
[[Category:Formations]] | [[Category:Formations]] | ||
== | ==DESCRIPTION MACHINE== | ||
[[File:phecda_20w_00-00.png |center| 800px | link= | ]] | |||
==LOGICIEL DE DECOUPE == | |||
[[File:Phecda_20w_00-01.png |right| 600px| Link= | ]] | |||
Le logiciel utilisé sur les PC du FabLab pour piloter la découpeuse laser est '''Lightburn'''. Celui-ci permet de générer le GCODE. Ce logiciel permet de paramétrer les réglages de la découpeuse comme ses déplacements, la vitesse et la puissance de la tête laser. Il est complété par des capacités de dessins vectoriels très utiles pour des fonctions de base sans utiliser un autre logiciel comme Inkscape. | |||
<div style="clear:both;"></div> | |||
==CONSIGNE DE SECURITE== | |||
[[File:Phecda_20w_00-20.png |right|600px|Link=|]] | |||
Le rayon laser est dangereux pour la vue et les fumées qu’il dégage en coupant les matériaux sont également nocives pour la santé. | |||
<div style="clear:both"></div> | |||
==MODE OPERATOIRE== | |||
La procédure pour utiliser la découpeuse laser est simple et se décompose en 5 étapes principales: | |||
# '''Connecter''' la découpeuse Laser et le PC disposant de Lightburn | |||
# '''Préparer les opérations''' sur LightBurn | |||
# '''Dessiner ou importer''' votre projet à découper ou graver sous LightBurn | |||
# '''Préparer la découpeuse laser''' | |||
# '''Effectuer les opérations''' de découpe/gravure en respectant les consignes de sécurité | |||
</br> | |||
Nous allons détailler ces différentes étapes dans les chapitres suivants. | |||
== CONNEXION A LA DECOUPEUSE LASER== | |||
[[File:Phecda_20w_00-04.png |right|600px|link= |]] | |||
Dans le cadre du FabLab de Saint-Grégoire, le pilotage de la découpeuse laser se fait via un câble '''USB''' avec un PC disposant de LightBurn. | |||
# Allumer l'alimentation secteur de la découpeuse laser | |||
# Allumer la découpeuse laser | |||
# Lancer le logiciel Lightburn sur le poste. | |||
# Connecter avec le cable USB la découpeuse au poste. | |||
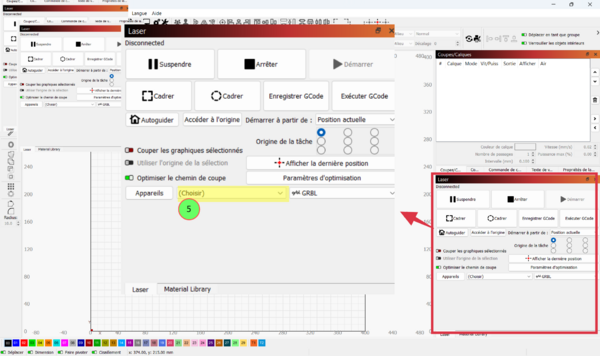
# Dans la fenêtre Laser du logiciel Lightburn, choisir le port '''COM1 2 3 ..i''' dans la liste déroulante pour valider la connexion avec la découpeuse laser. | |||
</div> | |||
<div style="clear:both;"></div> | |||
== REALISATION OU IMPORTATION DU DESIGN== | |||
[[File:phecda_20w_00-05.png |right|600px|link= | ]] | |||
Comme avec une imprimante, l'objectif est de graver voir découper un dessin, une image. Ce dessin peut être réalisé au préalable sous un logiciel vectoriel comme '''Inkscape''' ou bien directement sous '''LightBurn'''. | |||
{{Tip | 1='''De nombreux formats d'importation sont disponibles pour les images vectorielles (svg, dxf ...) ou les images bitmaps (jpg, bmp, png ...)'''}} | |||
Sur le dessin ci-contre les lignes ont été tracées avec 3 couleurs (noir, rouge et vert) qui correspondent à trois calques de couleurs. | |||
Ou trouver des designs pour découpe laser... | |||
*[https://www.thingiverse.com Site Thingiverse] | |||
*[https://cults3d.com Site Cults3D] | |||
*[https://ameede.com Site Ameede] | |||
<div style="clear:both;"></div> | |||
==PREPARATION DES OPERATIONS DE DECOUPE/GRAVURE== | |||
===Tracer un gabarit du support=== | |||
[[File:phecda_20w_06.png |600px|right|link=]] | |||
La zone de traçage de la est au maximum de 400 mmx400mm. Pour éviter des découpes ou des gravures en dehors du support, il est vivement conseillé de tracer un gabarit du support. Sur l'image ci-dessous, un cadre rectangulaire d'une hauteur de 297mm et d'une largeur de 420 mm qui correspond au format d'une feuille A3 de contreplaqué a été tracé et placé dans le calque T2 (couleur cyan) | |||
<div style="clear:both;"></div> | |||
===Paramétrer les calques | LA FENETRE COUPES/CALQUES=== | |||
[[File:phecda_20w_07.png|right|600px |link=]] | |||
L'ensemble des propriétés des calques sont listés dans le fenêtre Coupes/Calques : | |||
: '''#''' Identifiant du calque | |||
: '''Calque''' : Libellé du calque | |||
: '''Mode''' : Définit le mode de découpe | |||
: '''Vit/Puiss''' : Valeurs du couple Vitesse Puissance pour le calque | |||
: '''Sortie''' : Le travé situé dans le caque considéré est envoyé ou pas à la découpeuse. | |||
: '''Afficher''' : Calque affiché dans l'espace de travail | |||
===Réglage vitesse/puissance/passes=== | |||
La vitesse et la puissance du laser sont définis en fonction : | |||
* de la nature et l’épaisseur des matériaux, | |||
* de la finition souhaitée (gravure légère jusqu’à la découpe), | |||
* du calque (identifié par sa couleur). | |||
avec les considérations suivantes : | |||
* Plus la vitesse est élevée, moins la gravure est profonde. | |||
* Plus la puissance est importante, plus le matériau chauffe, brûle. | |||
Il est possible de faire plusieurs passes avec le même réglage. | |||
Le seul conseil est de tester et/ou de vous appuyer sur les plaques d’essai pour chaque matériau. | |||
La combinaison de la vitesse/puissance/nombre de passes est le secret d’une bonne gravure/découpe. | |||
====Réglages "usuels" pour contreplaqué==== | |||
{| class="wikitable" | |||
|- | |||
! Opération | |||
! Vitesse mm/s | |||
! Puissance | |||
! Nombre de passe(s) | |||
|- | |||
| '''Découpe''' | |||
| style="text-align: center; | 10.0 | |||
| style="text-align: center; | 80% | |||
| 1 passe par mm d'épaisseur | |||
|- | |||
| '''Gravure moyenne''' | |||
| style="text-align: center; | 50.0 | |||
| style="text-align: center; | 50% | |||
| 1 passe par mm d'épaisseur | |||
|} | |||
==PREPARER LA DECOUPEUSE LASER== | |||
===Placer et fixer le support=== | |||
[[File:phecda_20w_08.png |right|600px|link=]] | |||
# '''Placer le support''' à découper ou à graver sur la zone de travail. | |||
# '''Fixer le support''' grâce aux mini-brides (réaliser un quart de tour pour bloquer la mini-bride) | |||
<div style="clear:both;"></div> | |||
===Régler le focus du laser=== | |||
[[File:phecda_20w_09.png|right|600px |link=]] | |||
Il est indispensable d'ajuster la hauteur du laser sur la pièce à usiner. Lorsque nous définissons cette hauteur, nous définissons en fait la focalisation du faisceau. | |||
Les étapes pour régler la mise au point du laser sur le support sont listés si-dessous : | |||
# '''Retirez la plaque de recouvrement orange''' fixée magnétiquement de l'avant de la barre de l'axe X qui contient le module laser ; cela permettra un accès facile au module laser. | |||
# Tout en soutenant le module laser avec une main, utilisez l'autre main droite pour '''desserrer la paire de vis de réglage''' qui maintiennent le module laser en place. N'abaissez pas encore le module laser. | |||
# Tout en soutenant le module laser avec votre main gauche, '''abaissez la barre de positionnement de la focale''' (située sur le côté droit du module laser) en la tournant complètement vers le bas… puis abaissez lentement le module laser jusqu'à ce que cette « béquille » métallique repose sur la pièce à usiner. C'est la hauteur correcte pour focaliser le laser sur la pièce. | |||
# '''Serrez'' la paire de vis de réglage, sans trop serrer ces vis, assurez-vous simplement qu'elles sont suffisamment fermes pour sécuriser complètement le poids du module laser et maintenir la hauteur. | |||
# '''Refaites pivoter''' la barre de positionnement focale vers le haut dans la position stockée, loin de la pièce à travailler. | |||
# '''Repositionnez''' magnétiquement la plaque de recouvrement orange sur la barre de l'axe X. | |||
<div style="clear:both;></div> | |||
===Vérifier l'emprise des opérations=== | |||
[[File:phecda_20w_00-11.png |right|600px|link=]] | |||
# '''Vérifier''' le positionnement de l'origine (en haut à gauche ...) | |||
# '''Préciser la position de démarrage''' de la tête laser. Position actuelle pour travailler en position relative. | |||
# '''Placer la tête laser manuellement''' sur la position de départ souhaitée. | |||
# '''Cliquer sur le bouton Cadrer'''. La tête laser se déplace sur la limite de coupe (faisceau laser désactivé) | |||
<div style="clear:both;"></div> | |||
==EFFECTUER LES OPERATIONS DE DECOUPE/GRAVURE== | |||
===Activer la pompe à air=== | |||
[[File:phecda_20w_00-12.png |right|600px |link=]] | |||
Le système d'assistance aérienne permet : | |||
* d'éliminer les vapeurs et coupe des résidus de la zone de travail. | |||
* de réduire la température de la surface du matériau coupé. Cet effet de refroidissement empêche la surchauffe et minimise le risque de distorsion du matériau, de jaunissement et de noircissement pour des coupes ou des gravures propres et bien définis. | |||
* de protéger l'objectif de la tête laser de la contamination due aux fumées, à la poussière et aux débris. | |||
# '''Allumer la pompe''' en activant le '''curseur rotatif [1]''' jusqu'à l'obtention d'un bruit de claquement. | |||
<div style="clear:both;"></div> | |||
===Activer le dispositif d'évacuation des fumées=== | |||
<!--[[File:phecda_20w_12.png |right|600px|link=]] Image non disponible --> | |||
# '''Allumer''' le système d'aération (boitier d'alimentation [1]) | |||
<div style="clear:both;"></div> | |||
===Lancer les opérations de découpe/gravure=== | |||
[[File:phecda_20w_14.png |right|600px|link=]] | |||
# '''Lancer les opérations''' de découpe en cliquant sur le bouton '''[Démarrer]''' | |||
<div style="clear:both;"></div> | |||
==FIN DES OPERATIONS== | |||
# '''Quitter''' le logiciel LightBurn | |||
# '''Eteindre''' la découpeuse laser | |||
# '''Nettoyer''' le poste de travail (Utiliser l'aspirateur si nécessaire) | |||
==RESSOURCES== | |||
{{:Ressources_CNG_Phecda_20w}} | |||
Version du 12 septembre 2025 à 11:18
DESCRIPTION MACHINE
LOGICIEL DE DECOUPE

Le logiciel utilisé sur les PC du FabLab pour piloter la découpeuse laser est Lightburn. Celui-ci permet de générer le GCODE. Ce logiciel permet de paramétrer les réglages de la découpeuse comme ses déplacements, la vitesse et la puissance de la tête laser. Il est complété par des capacités de dessins vectoriels très utiles pour des fonctions de base sans utiliser un autre logiciel comme Inkscape.
CONSIGNE DE SECURITE

Le rayon laser est dangereux pour la vue et les fumées qu’il dégage en coupant les matériaux sont également nocives pour la santé.
MODE OPERATOIRE
La procédure pour utiliser la découpeuse laser est simple et se décompose en 5 étapes principales:
- Connecter la découpeuse Laser et le PC disposant de Lightburn
- Préparer les opérations sur LightBurn
- Dessiner ou importer votre projet à découper ou graver sous LightBurn
- Préparer la découpeuse laser
- Effectuer les opérations de découpe/gravure en respectant les consignes de sécurité
Nous allons détailler ces différentes étapes dans les chapitres suivants.
CONNEXION A LA DECOUPEUSE LASER
Dans le cadre du FabLab de Saint-Grégoire, le pilotage de la découpeuse laser se fait via un câble USB avec un PC disposant de LightBurn.
- Allumer l'alimentation secteur de la découpeuse laser
- Allumer la découpeuse laser
- Lancer le logiciel Lightburn sur le poste.
- Connecter avec le cable USB la découpeuse au poste.
- Dans la fenêtre Laser du logiciel Lightburn, choisir le port COM1 2 3 ..i dans la liste déroulante pour valider la connexion avec la découpeuse laser.
REALISATION OU IMPORTATION DU DESIGN

Comme avec une imprimante, l'objectif est de graver voir découper un dessin, une image. Ce dessin peut être réalisé au préalable sous un logiciel vectoriel comme Inkscape ou bien directement sous LightBurn.
De nombreux formats d'importation sont disponibles pour les images vectorielles (svg, dxf ...) ou les images bitmaps (jpg, bmp, png ...)
Sur le dessin ci-contre les lignes ont été tracées avec 3 couleurs (noir, rouge et vert) qui correspondent à trois calques de couleurs.
Ou trouver des designs pour découpe laser...
PREPARATION DES OPERATIONS DE DECOUPE/GRAVURE
Tracer un gabarit du support
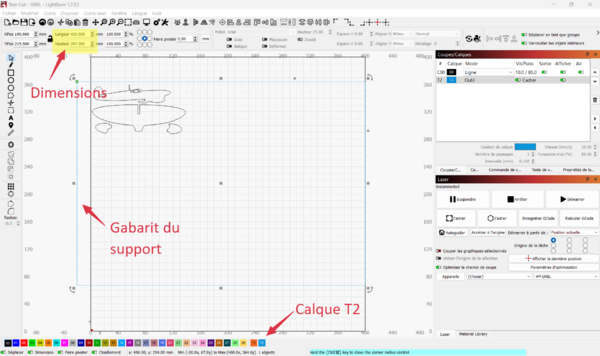
La zone de traçage de la est au maximum de 400 mmx400mm. Pour éviter des découpes ou des gravures en dehors du support, il est vivement conseillé de tracer un gabarit du support. Sur l'image ci-dessous, un cadre rectangulaire d'une hauteur de 297mm et d'une largeur de 420 mm qui correspond au format d'une feuille A3 de contreplaqué a été tracé et placé dans le calque T2 (couleur cyan)
Paramétrer les calques | LA FENETRE COUPES/CALQUES
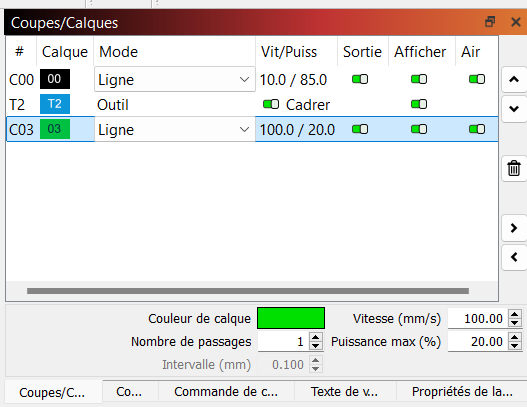
L'ensemble des propriétés des calques sont listés dans le fenêtre Coupes/Calques :
- # Identifiant du calque
- Calque : Libellé du calque
- Mode : Définit le mode de découpe
- Vit/Puiss : Valeurs du couple Vitesse Puissance pour le calque
- Sortie : Le travé situé dans le caque considéré est envoyé ou pas à la découpeuse.
- Afficher : Calque affiché dans l'espace de travail
Réglage vitesse/puissance/passes
La vitesse et la puissance du laser sont définis en fonction :
- de la nature et l’épaisseur des matériaux,
- de la finition souhaitée (gravure légère jusqu’à la découpe),
- du calque (identifié par sa couleur).
avec les considérations suivantes :
- Plus la vitesse est élevée, moins la gravure est profonde.
- Plus la puissance est importante, plus le matériau chauffe, brûle.
Il est possible de faire plusieurs passes avec le même réglage. Le seul conseil est de tester et/ou de vous appuyer sur les plaques d’essai pour chaque matériau. La combinaison de la vitesse/puissance/nombre de passes est le secret d’une bonne gravure/découpe.
Réglages "usuels" pour contreplaqué
| Opération | Vitesse mm/s | Puissance | Nombre de passe(s) |
|---|---|---|---|
| Découpe | 10.0 | 80% | 1 passe par mm d'épaisseur |
| Gravure moyenne | 50.0 | 50% | 1 passe par mm d'épaisseur |
PREPARER LA DECOUPEUSE LASER
Placer et fixer le support
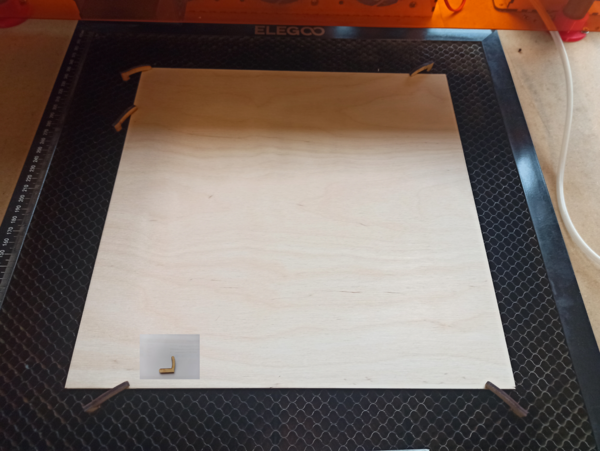
- Placer le support à découper ou à graver sur la zone de travail.
- Fixer le support grâce aux mini-brides (réaliser un quart de tour pour bloquer la mini-bride)
Régler le focus du laser
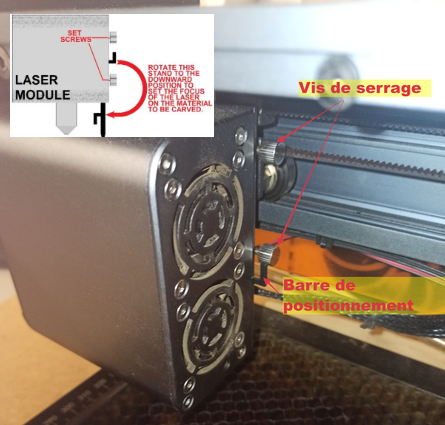
Il est indispensable d'ajuster la hauteur du laser sur la pièce à usiner. Lorsque nous définissons cette hauteur, nous définissons en fait la focalisation du faisceau. Les étapes pour régler la mise au point du laser sur le support sont listés si-dessous :
- Retirez la plaque de recouvrement orange fixée magnétiquement de l'avant de la barre de l'axe X qui contient le module laser ; cela permettra un accès facile au module laser.
- Tout en soutenant le module laser avec une main, utilisez l'autre main droite pour desserrer la paire de vis de réglage qui maintiennent le module laser en place. N'abaissez pas encore le module laser.
- Tout en soutenant le module laser avec votre main gauche, abaissez la barre de positionnement de la focale (située sur le côté droit du module laser) en la tournant complètement vers le bas… puis abaissez lentement le module laser jusqu'à ce que cette « béquille » métallique repose sur la pièce à usiner. C'est la hauteur correcte pour focaliser le laser sur la pièce.
- 'Serrez la paire de vis de réglage, sans trop serrer ces vis, assurez-vous simplement qu'elles sont suffisamment fermes pour sécuriser complètement le poids du module laser et maintenir la hauteur.
- Refaites pivoter la barre de positionnement focale vers le haut dans la position stockée, loin de la pièce à travailler.
- Repositionnez magnétiquement la plaque de recouvrement orange sur la barre de l'axe X.
Vérifier l'emprise des opérations
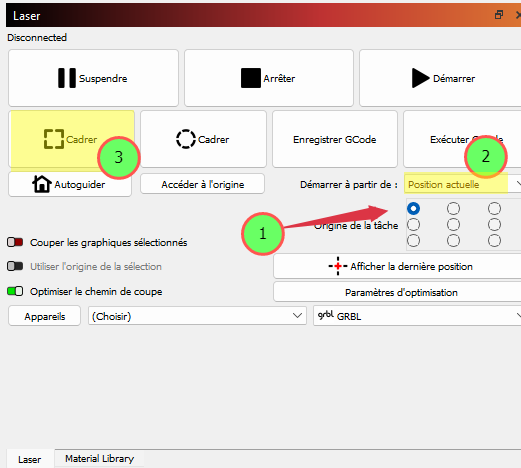
- Vérifier le positionnement de l'origine (en haut à gauche ...)
- Préciser la position de démarrage de la tête laser. Position actuelle pour travailler en position relative.
- Placer la tête laser manuellement sur la position de départ souhaitée.
- Cliquer sur le bouton Cadrer. La tête laser se déplace sur la limite de coupe (faisceau laser désactivé)
EFFECTUER LES OPERATIONS DE DECOUPE/GRAVURE
Activer la pompe à air

Le système d'assistance aérienne permet :
- d'éliminer les vapeurs et coupe des résidus de la zone de travail.
- de réduire la température de la surface du matériau coupé. Cet effet de refroidissement empêche la surchauffe et minimise le risque de distorsion du matériau, de jaunissement et de noircissement pour des coupes ou des gravures propres et bien définis.
- de protéger l'objectif de la tête laser de la contamination due aux fumées, à la poussière et aux débris.
- Allumer la pompe en activant le curseur rotatif [1] jusqu'à l'obtention d'un bruit de claquement.
Activer le dispositif d'évacuation des fumées
- Allumer le système d'aération (boitier d'alimentation [1])
Lancer les opérations de découpe/gravure
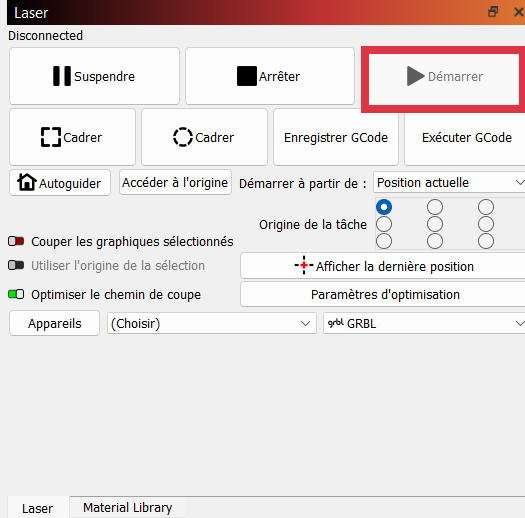
- Lancer les opérations de découpe en cliquant sur le bouton [Démarrer]
FIN DES OPERATIONS
- Quitter le logiciel LightBurn
- Eteindre la découpeuse laser
- Nettoyer le poste de travail (Utiliser l'aspirateur si nécessaire)